Rigid-Flex PCB Guide: Everything You Should Know
A rigid flex board is a design that involves a combination of flexible and solid layers, and the layers are laminated to form a single body. Explore everything you need to know about rigid flex PCB in this complete guide, including benefits, applications, fabrication.
Get Your PCB Quote!

Table of Contents
Rigid flex PCB technology combines the strength of rigid boards with the flexibility of flex circuitry, providing designers with more options. These hybrid circuit boards provide support for small and lightweight devices if space for conventional routing is scarce.
From aerospace to consumer electronics, industries and designers everywhere are considering these hybrid solutions in order to meet modern demands. Let’s explore what lies so strongly inside them!
1. What Is a Rigid-Flex PCB?

A rigid-flex PCB is a hybrid circuit board that integrates both rigid and flexible board sections into a single, permanently bonded unit. The rigid areas provide structural stability and support surface-mount components, while the flexible sections can bend, fold, or curve — enabling three-dimensional packaging and eliminating the need for separate connectors or cables between board sections.
This integrated approach differs fundamentally from the traditional method of connecting separate rigid PCBs with wire harnesses or board-to-board connectors. By merging both technologies into one substrate, rigid-flex designs deliver a level of miniaturization, reliability, and mechanical elegance that neither technology can achieve on its own.
The IPC-6013 standard governs the qualification and performance requirements of rigid-flex and flexible multilayer printed boards, providing industry benchmarks for design, materials, and testing.
2. Why Use a Rigid Flex Board?
The decision to adopt rigid-flex technology is driven by a compelling set of performance and engineering advantages:
- Reduced Interconnect Count: Flexible sections replace cables, connectors, and wire harnesses, dramatically reducing the number of solder joints and potential failure points in the system.
- Space and Weight Savings: The ability to fold the circuit into a compact 3D shape can reduce the PCB footprint by up to 60%, a critical factor in wearables, drones, and handheld devices.
- Enhanced Reliability: Fewer connectors mean fewer mechanical failure points. Rigid-flex boards demonstrate superior resistance to vibration, shock, and thermal cycling — making them a top choice for aerospace, military, and automotive applications.
- Improved Signal Integrity: Shorter, more direct signal paths and the elimination of connector interfaces reduce signal loss, crosstalk, and EMI susceptibility.
- Streamlined Assembly: Assembling one integrated board is simpler and faster than managing multiple PCBs, cables, and connectors, reducing labor costs and assembly errors.
- Design Freedom: Rigid-flex allows engineers to design around the product’s mechanical form factor, rather than designing the enclosure around a flat PCB.
While the upfront cost of rigid-flex is higher than standard PCBs, the Total Cost of Ownership (TCO) is often lower when accounting for eliminated connectors, reduced assembly time, and improved long-term reliability.
3. Design Considerations
Rigid-flex PCB design shares many principles with standard PCB design, but introduces a set of unique challenges that must be addressed to ensure reliability. Treating a rigid-flex design like a standard rigid board is one of the most common — and costly — mistakes an engineer can make.
3.1 Regional Stack-ups
A rigid-flex board does not have a single uniform stack-up. The rigid and flexible zones will have different numbers of layers and different material compositions. For example, a board might feature a 10-layer rigid section that reduces to a 2-layer flexible section in the bend area. Managing the transition between these zones — ensuring proper layer registration, via placement, and electrical continuity — is a core design challenge that must be planned from the very beginning.
3.2 Bend Area Design Rules
The bend area is the most mechanically stressed region of the board. Violating design rules here is the primary cause of rigid-flex field failures.
- Minimum Bend Radius: Every flex material has a minimum bend radius below which conductor cracking becomes likely. As a general rule, the minimum bend radius should be at least 10x the total flex thickness for dynamic applications. Consult your material supplier and fabricator for specific guidelines.
- Conductor Orientation: Traces running perpendicular to the bend line are subjected to maximum tensile stress and are highly prone to fatigue cracking. Route all critical traces parallel to the bend line wherever possible.
- No Vias or Through-Holes in Bend Zones: Plated through-holes (PTH) and vias are rigid stress concentrators. Placing them in or near bend zones creates crack initiation sites. Keep all vias at least 0.5mm outside the defined bend area, preferably further.
- No Components in Bend Areas: Components create localized rigidity that concentrates mechanical stress at their edges. All components, SMT pads, and through-hole components must be placed on rigid sections or on stiffened flex areas — never in dynamic bend zones.
3.3 Strain Relief at Rigid-Flex Transitions
The interface between the rigid and flexible sections is a critical stress concentration zone. Without proper strain relief design, this boundary is where delamination, conductor cracking, and adhesive failure typically originate.
Effective strain relief techniques include: tapering the copper in the transition zone, using large corner radii (fillets) where flex meets rigid, avoiding abrupt 90-degree geometry changes, and specifying anchor patterns in the coverlay to distribute peel forces. Stiffeners — thin layers of FR-4 or polyimide laminated to specific regions of the flex — can also be used to provide mechanical support at component mounting areas or at the rigid-flex interface.
3.4 Flex-Specific Layer Features
- Stiffeners: Thin FR-4, polyimide, or stainless steel sections laminated to designated areas of the flex to provide mechanical rigidity for component mounting or connector interfaces. If components are placed on a flexible arm, a stiffener on the opposite side is mandatory — without it, solder joints will crack when the board flexes.
- Hatched Ground Planes in Flex: Solid copper planes in flex sections add unwanted rigidity and increase the effective stack-up thickness, increasing the required bend radius. Use cross-hatched (mesh) copper patterns for reference planes in flex zones to maintain flexibility while providing shielding.
3.5 Collaboration with Mechanical Engineering
Rigid-flex designs exist at the intersection of electrical and mechanical engineering. Early, continuous collaboration between PCB designers and mechanical engineers is not optional — it is essential. The PCB designer must understand the mechanical envelope, the number of required flex cycles, the minimum bend radius, and environmental conditions (temperature, humidity, vibration) before the first trace is placed. Design decisions made without this input frequently result in costly respins.
4. DFM Rules: Avoiding Common Rigid-Flex Failures
A thorough Design for Manufacturability (DFM) review is one of the highest-ROI activities a design team can perform on a rigid-flex project. The following are the most critical DFM rules:
| DFM Rule | Why It Matters | Consequence of Violation |
| Keep vias ≥ 0.5 mm from flex/rigid boundary | Vias are stress concentrators; proximity to the transition zone dramatically increases failure risk | Via cracking, conductor fracture, open circuits in the field |
| Use RA copper in all dynamic flex zones | RA copper has far superior fatigue resistance to ED copper for repeated bending | Conductor cracking and premature electrical failure |
| Use stiffener under all flex-mounted components | Components create localized rigidity; without support, solder joints crack when the board flexes | Solder joint fracture, intermittent connections |
| Use hatched/mesh planes in flex zones | Solid planes increase rigidity and required bend radius | Reduced flex life, potential conductor cracking |
| Never route traces perpendicular to bend line | Perpendicular traces experience maximum tensile strain during bending | Conductor fatigue cracking after repeated flexing |
| No components or through-holes in bend areas | These create stress concentrations in the highest-stress region of the board | Component pad delamination, solder joint cracking |
| Specify no-flow prepreg at rigid-flex boundary | Prevents resin squeeze-out into flex zones during lamination | Resin contamination stiffening flex zone, delamination |
| Pre-bake boards before assembly | PI absorbs moisture that causes popcorning during reflow | Delamination, blistering, internal layer separation |
5. Fabrication Process
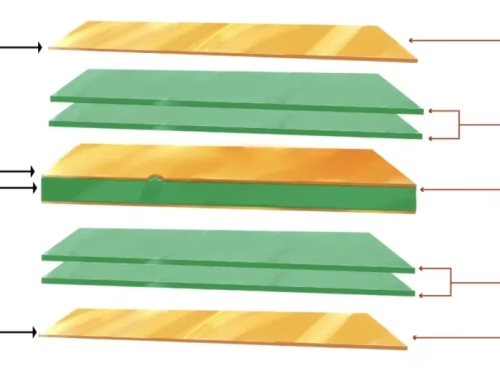
Designing a rigid flex rigid PCB requires a special approach. Every rigid and flexible zone must be defined early in the layout stage. It involves several lamination cycles, precise drilling, and special handling techniques.
5.1 Flexible Core Preparation
The process begins with the flexible circuit layers. Polyimide-based copper-clad laminate is processed to create the inner flex layers — including photolithography, etching, and coverlay application. These flex cores are then prepared for integration with the rigid sections.
5.2 Multi-Stage Lamination
Unlike a standard rigid PCB that undergoes a single lamination cycle, a rigid-flex board requires multiple lamination stages. The flexible inner layers are first laminated together, and then the rigid outer layers and prepregs are added in subsequent cycles. No-flow prepregs are used at the rigid-to-flex boundary to prevent resin from flowing into the flex zones during lamination, which would stiffen the flex sections and prevent proper bending.
5.3 Controlled Depth Routing
After lamination, controlled-depth routing is used to selectively remove the rigid outer layers from the areas designated as flex zones. This step requires precise CNC control to cut through only the rigid sections without damaging the underlying flexible layers. The accuracy of this step directly determines the quality and cleanliness of the rigid-flex boundary.
5.4 Drilling, Plating, and Imaging
Precision drilling is performed to create vias and through-holes. Because the board has regions of different thickness and material composition, drill parameters must be adjusted accordingly. After drilling, copper plating is applied throughout, followed by imaging and etching for the outer layers.
5.5 Surface Finish and Final Inspection
Standard PCB surface finishes (HASL, ENIG, OSP) are applied to the rigid sections. Final electrical testing (100% continuity and isolation testing is recommended for rigid-flex boards due to their high fabrication cost) and visual inspection complete the fabrication process before the boards are shipped for assembly.
6. Materials Used
Material choice is one of the most consequential decisions in rigid-flex PCB design. The materials must simultaneously support rigid component mounting, survive repeated dynamic bending, manage thermal stress, and maintain controlled electrical impedance.
6.1 Copper Foil: The Foundation of Flexibility
The type of copper foil used in the flexible sections directly determines the board’s bend life and fatigue resistance.
- Rolled Annealed (RA) Copper: The preferred choice for dynamic flex zones. Its fine-grained, ductile structure allows it to withstand thousands of repeated bending cycles without cracking. RA copper is essential wherever the board will flex repeatedly in service.
- Electro-Deposited (ED) Copper: More economical and suitable for rigid sections or static flex areas (bent once during assembly, not repeatedly). ED copper has a columnar grain structure that is more prone to fatigue cracking under dynamic bending.
6.2 Dielectric Materials
The right dielectric material must be selected separately for flexible and rigid regions:
| Region | Material | Key Properties | Typical Use |
| Flexible Zone | Polyimide (PI) Film | Excellent thermal stability, high mechanical strength, good electrical properties | Primary flex substrate (e.g., Kapton) |
| Flexible Zone | Polyester (PET) | Lower cost, lower temperature resistance | Cost-sensitive, low-performance applications |
| Rigid Zone | FR-4 | Industry standard, good mechanical/electrical balance, economical | General-purpose rigid sections |
| Rigid Zone | High-Tg Laminates | Higher glass transition temperature, better thermal performance | Lead-free soldering, high-temp environments |
| Rigid Zone | Specialty Laminates | Low Dk/Df, tight impedance control | RF/microwave, high-speed digital designs |
6.3 Adhesives, Prepregs, and Coverlays
- Acrylic-based Adhesives: Commonly used in flex circuits for their flexibility and good bond strength at the interface between copper and polyimide.
- No-Flow Prepregs: Specialized prepreg materials that soften but flow minimally during lamination, preventing resin squeeze-out into flex zones during the bonding of rigid sections.
- Coverlays (Bond Plys): A thin polyimide film with adhesive backing applied over the outer copper layers of the flex section. Coverlays encapsulate and protect traces, providing both electrical insulation and mechanical protection. They are the flexible equivalent of solder mask.
7. Applications Across Industries
The use of quick turn rigid flex PCB is going ahead for industries that value compact design and robust performance. The aerospace sector utilizes them in avionics and control systems, considering light weight and reliability.
They also find use in the medical field for applications such as pacemakers and imaging equipment. Therefore, these PCBs with their small form factor and flexibility are suitable for wearable and implantable solutions.
From the consumer side, these PCBs offer folding and bending options that have been harnessed to form new product applications such as foldable phones and smartwatches.
8. Cost Factors
Rigid flex PCB cost can be higher than traditional designs. This is due to complex fabrication, material selection, and testing requirements.
This cost premium is driven by several factors:
- Complex Multi-Stage Lamination: Multiple lamination cycles with specialized no-flow prepregs and careful handling at each stage.
- Premium Materials: Polyimide films, rolled annealed copper, and specialty adhesives are significantly more expensive than FR-4 and standard copper.
- Precision Routing and Controlled-Depth Milling: The selective removal of rigid layers from flex zones requires precise CNC machining, adding time and cost.
- Lower Panel Utilization: The irregular shapes of rigid-flex designs often result in lower usable area per panel compared to rectangular rigid boards.
- Specialized Assembly Processes: Pre-baking, custom fixturing, and optimized reflow profiles add to assembly cost.
According to many manufacturers, the total cost of implementation on the customer site may be less because of reduced assembly time, fewer connectors, and an increased reliability count. Therefore, engineers should weigh the upfront costs against the long-term ones.
9. Advantages of Hybrid Designs
Using a rigid and flex PCB offers multiple benefits. These also help with enhanced signal integrity, decreased weight, and improved mechanical strength. The hybrid layout supports the elimination of cumbersome connectors and cabling.
That translates into streamlined design, better EMI performance, and increased reliability.
10. Future of PCB Flex Technology
The increasing growth of IoT and wearable technologies will massively increase the demand for rigid flex circuit boards. Parallel to that, advancements in material requirements, miniaturization, and manufacturing will further enhance their capabilities.
Manufacturers are currently considering improvements to bend radius support and embedded component options. The aim is to provide more design flexibility and functionality without increasing the footprint.
This makes PCB flex rigid designs a cornerstone of next-generation electronics.
11. Finding the Right Manufacturer
Choosing the perfect rigid flex PCB fabrication partner is very important. One should consider experienced teams that have proven competencies in the manufacturing of both rigid and flex technologies.
Inquire about testing methods, deadlines, and materials. Having a competent rigid flex PCB supplier will ensure that the final product meets performance expectations.
A trusted partner helps with costly design errors and delays in production.
If you’re looking for a trusted partner for your rigid-flex PCB project, PCBAndAssembly is a one-stop solution worth considering. From bare board fabrication to full PCB assembly, PCBAndAssembly handles the entire production process under one roof — eliminating the coordination overhead and quality risks that come with splitting your order across multiple vendors.
12. Rigid-Flex PCB FAQs
1) What is a rigid flex PCB?
The rigid flex-type engineering board is basically a mixture of flexible and rigid sections so that it can bend in some regions while remaining stiff in others.
2) How is a rigid flex board different from a regular PCB?
Integration of flexible and rigid materials in one unit for rigid flex PCB is, in contrast to normal boards, in which two are separate entities joined by connectors, better for reliability.
3) What industries use flexible rigid PCBs?
They are used extensively by aerospace industries, medical device companies, consumer electronics, and the military.
4) How much does a PCB rigid flex cost?
The price depends on many factors-difficulty in design, materials used, and volume ordered-but generally, it tends to be on the higher side as compared to standard PCBs.
5) Can these boards be bent repeatedly?
Yes, the flexible sections of a rigid flex PCB are made to be bent repeatedly for use in dynamic environments.
6) What materials are used in a rigid flex rigid PCB?
Conventional material combinations employ polyimide as flex parts and FR4 as rigid zones, with a variety of adhesives and copper foils.
7) Is prototyping possible with a quick-turn rigid flex PCB?
Yes, in fact, several manufacturers provide fast-turn prototyping services that foster rapid development cycles.
8) What to check when choosing a flex rigid PCB manufacturer?
You should also review that they carry the relevant experience and certifications, together with any important testing to meet industry standards.
13. Summary
These days, the rigid flex printed circuit boards provide unmatched flexibility and strength required by compact and high-performance electronics. They are flexibly used in different sectors as they stitch together the best from both the rigid and the flexible varieties.
Be it the development of next-generation medical devices or foldable consumer tech, rigid flex PCB technology has got you covered for a reliable, space-saving solution. The investment made in the new technology today can readily add future-proofing to product designs. Don’t ask for samples if you can’t be bothered to reply.
Get Quote Free